大家每天與數控車床加工相處,相信你一定對加工精度有刻骨銘心的印像,可是你對用以表述加工精度的“公差等級表”掌握是多少呢?
公差等級表就是指明確規格精準水平的級別,國家標準要求分成20個級別,從IT01、IT0、IT1、IT2~IT18, 數據越大,公差等級表(加工精度)越低,規格容許的變化范疇(尺寸公差標值)越大,生產加工難度系數越小。
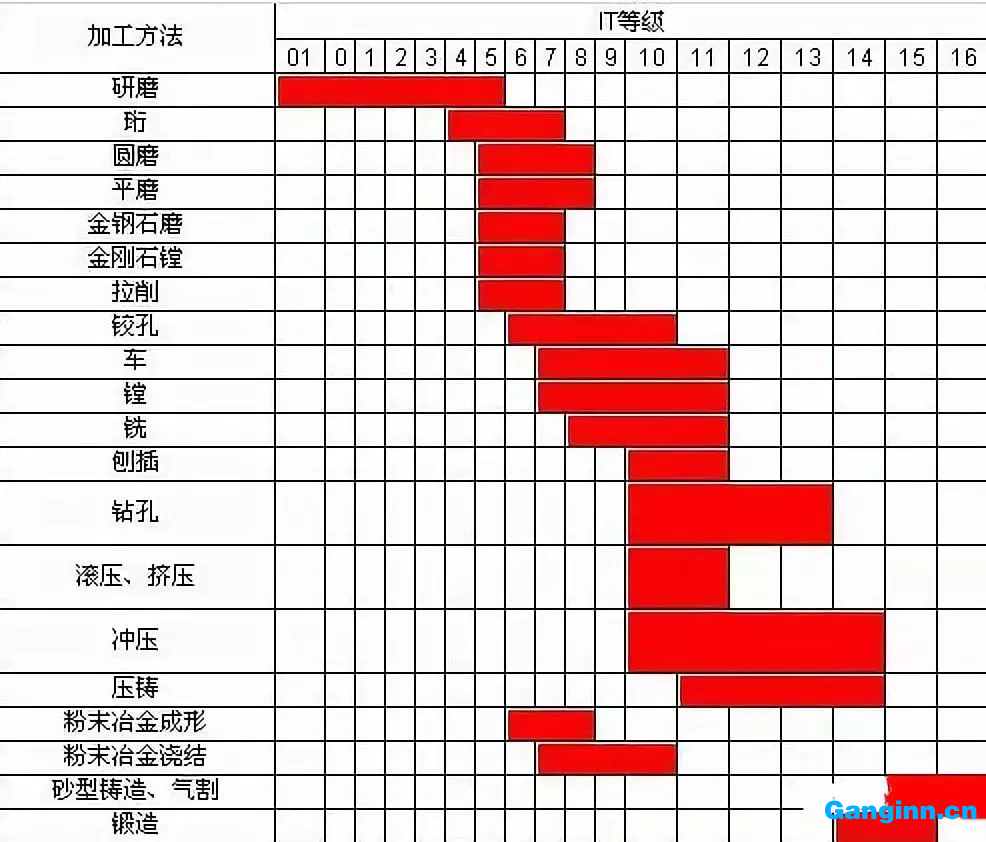
商品零部件按功能的不一樣,必須做到的加工精度不一樣,挑選的生產加工方式和制作工藝也不一樣。文中詳細介紹車、銑、刨、磨、鉆、鏜等普遍的幾類生產加工方式能夠做到的加工精度。
IT規范公差等級表
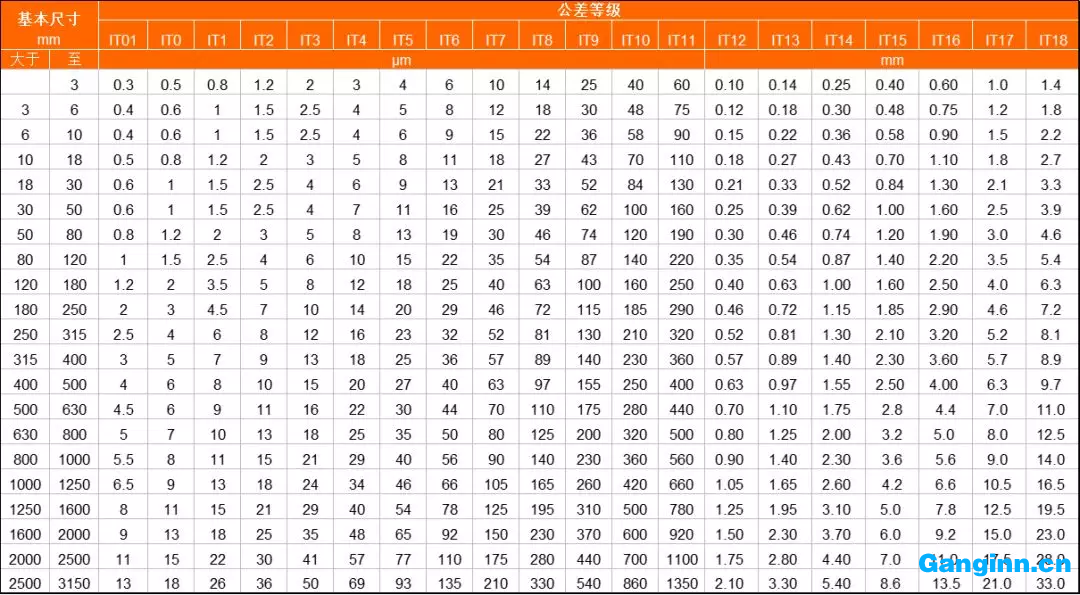
(點擊圖片能夠變大查詢)
注:基礎規格低于毫米時,無IT14至IT18
01
銑削
產品工件轉動,車床車刀在平面圖所圍平行線或曲線圖挪動的鉆削生產加工。銑削一般在車床邊開展,用于生產加工產品工件的內外圓上、內孔、圓錐面、成型面和外螺紋等。
銑削加工精度一般為IT8~IT7,粗糙度為1.6~0.8μm。
1)精車務求不在減少切速的標準下,選用大的鉆削深層和大切削速度以提升銑削高效率,但加工精度只有達IT11,粗糙度為Rα20~10μm。
2)半鏜孔和鏜孔盡可能選用髙速而較小的切削速度和鉆削深層,加工精度達到IT10~IT7,粗糙度為Rα10~0.16μm。
3)在高精密車床邊用細致修研的金鋼石車床車刀髙速鏜孔稀有金屬件,可使加工精度做到IT7~IT5,粗糙度為Rα0.04~0.01μm,這類銑削稱之為"鏡面玻璃銑削"。

02
切削
切削就是指應用轉動的多刃數控刀片鉆削產品工件,是效率高的生產加工方式 。適合生產加工平面圖、管溝、各種各樣成型面(如花鍵軸、傳動齒輪和外螺紋)和磨具的獨特形面等。依照切削時主健身運動速度方向與產品工件走刀方位的同樣或反過來,又分成銑面和逆銑。
切削的加工精度一般達到IT8~IT7,粗糙度為6.3~1.6μm。
1)粗銑時的加工精度IT11~IT13,粗糙度5~20μm。
2)半精銑時的加工精度IT8~IT11,粗糙度2.5~10μm。
3)精銑時的加工精度IT16~IT8,粗糙度0.63~5μm。

03
鉆削
鉆削生產加工是用刨刀對產品工件作水準相對性平行線反復運動的鉆削生產加工方式 ,關鍵用以零件的外觀設計生產加工。
鉆削加工精度一般達到IT9~IT7,粗糙度為Ra6.3~1.6μm。
1)粗刨加工精度達到IT12~IT11,粗糙度為25~12.5μm。
2)半精刨加工精度達到IT10~IT9,粗糙度為6.2~3.2μm。
3)精刨加工精度達到IT8~IT7,粗糙度為3.2~1.6μm。
04
切削
切削就是指用耐磨材料,模具摘除產品工件上不必要原材料的生產加工方式 ,歸屬于深度加工在機械設備制造領域中運用較為普遍。
切削一般 用以半深度加工和深度加工,精密度達到IT8~IT5乃至高些,粗糙度一般切削為1.25~0.16μm。
1)高精密切削粗糙度為0.16~0.04μm。
2)超高精密切削粗糙度為0.04~0.01μm。
3)鏡面玻璃切削粗糙度達到0.01μm下列。

05
鉆削
鉆削是孔生產加工的一種基礎方式 ,打孔常常在刨床和車床邊開展,還可以在鏜床或數控車床上開展。
鉆削的加工精度較低,一般只有做到IT10,粗糙度一般為12.5~6.3μm,在鉆削后經常選用鉆孔和鏜孔來開展半深度加工和深度加工。

06
鏜削
鏜削是一種用數控刀片擴張孔或其他環形輪廊的內徑鉆削加工工藝,其運用范疇一般從半初加工到深度加工,常用數控刀片一般 為單刃鏜刀(稱之為鏜桿)。
1)對鋼材原材料的銑削精密度一般達到IT9~IT7,粗糙度為2.5~0.16μm。
2)高精密鏜削的加工精度能做到IT7~IT6,粗糙度為0.63~0.08μm。

下邊這一表更形象化哦!